

KTG
澳大利亚焊接技术科技公司KTG签约英国核能先进制造研究中心
天天新闻 • martinpl 发表了文章 • 0 个评论 • 239 次浏览 • 2019-12-12 11:39

K-TIG加入核AMRC
焊接技术专家K-TIG以成员身份加入了英国核能先进制造研究中心,以开发用于废物容器和其他核应用的新型高性能制造技术。
总部位于澳大利亚的K-TIG已开发了一种获得专利的锁孔焊接技术,其焊接速度比传统的钨极氩弧焊快10到100倍,可一次焊接厚度达16毫米的金属。
这项技术已经在世界上一些最大的制造企业中使用,中小型制造商也可以使用。
自2015年以来,英国核能先进制造研究中心就与K-TIG合作评估和开发了用于核工业应用的技术,最近的研究重点是由双相不锈钢制成的废物容器。
通过以二级成员的身份加入该中心,K-TIG将加深与英国核能先进制造研究中心的合作关系,以帮助英国退役供应链中的制造商提高生产率并降低废物容器制造的成本。
K-TIG市场开发总裁Neil Le Quesne说:“英国核能先进制造研究中心通过与领先技术提供商的行业合作关系开发先进的制造技术和工艺以造福于核部门的方法,在全球范围内都是无与伦比的。”
“ K-TIG计划在与英国核能先进制造研究中心的过去几年的合作基础上,成为长期合作伙伴,并广泛合作以解决与制造英国所需的成千上万个核存储容器相关的生产力挑战未来几年的核退役计划。 “在最苛刻的条件下,英国核能先进制造研究中心专注于卓越的焊接质量,可忽略的变形,高耐腐蚀性和稳定的材料性能,这与K-TIG相同,我们期待着共同开发能够带来高度切实的商业成果的解决方案。 “通过与英国核能先进制造研究中心合作,我们相信我们可以克服与制造核存储容器相关的一些关键制造挑战,协助建设所需的英国国内大型产能,并使英国制造商能够在成本,质量上达到全球竞争力许多国家都在为核退役的庞大规模而苦苦挣扎。

作为其成员的一部分,K-TIG将大大升级AMRC核电站的现有设备,并为该中心的焊接工程师和技术人员提供更多培训。
“我们很高兴K-TIG成为英国核能先进制造研究中心的成员,该组织建立在我们两个组织之间多年的联系和协作基础上,”英国核能先进制造研究中心商业总监Sean Eley说。 “我们将K-TIG视为重要的行业合作伙伴,以帮助我们应对核废料容器制造的生产率,成本和质量挑战。
“作为英国核工业的重要合作伙伴,我们的工程师正在应对退役方面的各种挑战。最具挑战性的一些挑战是如何以成本效益的方式制造废料容器,在淘汰英国的旧址时,我们将需要成千上万的废料容器。通过将新技术和新工艺应用到当前和将来的集装箱设计中,我们可以显着降低国内和全球退役的成本。
“已经证明,K-TIG的锁孔焊接技术在核废料容器的制造中非常有效,我们期待着通过长期互利的行业合作伙伴关系来进一步扩大这些能力。”
除废物容器制造外,该技术还可以提高其他耐腐蚀材料制成的核工业应用的生产率,这些材料包括压力容器,热交换器,直径小于75mm的管道和管道。
K-TIG技术使用大电流电弧通过两个表面之间的连接处打开一个锁孔,将母材熔化而很少或不添加任何导线。它可以以比电子束,激光和等离子弧等其他键孔焊接技术低得多的能量密度产生稳定的键孔,并且仅使用传统焊接所用能量和气体的5%。
焊接技术公司K-TIG成功签约英国核能先进制造研究中心 Nuclear AMRC
天天新闻 • martinpl 发表了文章 • 0 个评论 • 451 次浏览 • 2019-12-11 08:06

Welding & materials
Welding R&D at the Nuclear AMRC focuses on developing advanced and innovative joining and cladding techniques tailored to the needs of the nuclear industry.
Many key components in a nuclear power plant must be manufactured by joining very large sub-components in a way that resists corrosion and maintains material integrity under extreme in-service conditions.
Welding on this scale can be a complex task – a single joint between thick-walled nuclear components might require over 100 weld passes using standard techniques. The repeated heating and cooling can have significant effects on the material properties around the join, potentially harming the long-term performance of the component.
Our welding team has the resources and experience to help companies develop new and optimised welding processes for the most demanding applications. We are also investigating and developing a variety of materials engineering processes, including hot isostatic pressing and bulk additive manufacturing, for nuclear applications.
For more information about our welding capabilities and research, contact Will Kyffin, acting head of welding.
Current equipment at our South Yorkshire facility includes:
Pro-Beam K2000 EBW chamber

- Very large electron beam welding chamber with range of advanced features, for joining and additive manufacturing of vessels and components.
- Volume of 208 cubic metres, the largest of its kind in the UK, max part weight 100 tonnes.
- Internal mobile 40kW 80kV gun.
- Able to produce fully penetrated single-sided welds up to 150mm thickness in steel.
- Fully automatic joint following and variable thickness programming, available on only a small number of machines worldwide.
- Nine axes of movement.
- Research into bulk additive manufacturing.
Pro-Beam K25 EBW chamber

- Electron beam welding chamber for pilot research into innovative joining techniques for large components.
- Chamber volume of 2.5 cubic metres, max part weight 500kg.
- Static 40kW 80kV electron beam gun.
- Welding of plates up to 100mm wall thickness, plus tubes and complex structures.
Diode laser cell
- High-speed, high-quality, low-waste cladding of large components with stainless steel, nickel alloys and wear-resistant alloys.
- 15kW Laserline fibre-coupled diode laser, capable of depositing up to 10kg/hour.
- Enclosed chamber measuring 10 x 10 x 5 metres.
- Roller turntable with max workpiece 3 metres diameter, 3.5 tonne load.
- Small-bore cladding capability, down to 70mm inner diameter and 400mm stroke.
- Welding of steel up to 10mm thickness.
- Research into bulk additive manufacturing and five-sided welding techniques.
Disk laser cell

- High-speed, high-quality welding of large components.
- 16kW Trumpf fibre-coupled disk laser, mounted on six-axis gantry system.
- Enclosed chamber measuring 10 x 7 x 8 metres.
- Turn/tilt table for workpieces up to 3 metres diameter, 15 tonne load.
- Autogenous or wire-fed laser welding.
- Laser-hybrid welding.
- Cutting for decommissioning.
ITW Miller SAW cell

- Flexible submerged arc welding cell for conventional narrow-groove, circumferential and longitudinal welding.
- 15 tonne manipulator under 5 x 5 metres column and boom, supplied by ITW Miller.
- Range of heads, including strip clad welding head capable of welding 90mm strip.
- R&D focuses on optimising conventional welding processes for nuclear applications.
Polysoude GTAW cell

- Multi-function gas tungsten arc welding cell offering choice of heads for wide range of applications.
- Polysoude 7.5 tonne manipulator on 6 x 4 metres column and boom.
- Can deploy variety of end effectors, on tractor unit with three axes of movement. Heads include dual hot and cold wire; narrow gap; extremely narrow gap; and keyhole welding.
- Polycar track system allows welding where column and boom can’t reach.
- Research focuses on optimising conventional welding processes for nuclear applications; and groove welding for components, such as set-in nozzles and bosses, within the nuclear island.
ABB/Fronius robotic welding cell

- Flexible robotic arc welding cell with additive and cladding capabilities.
- Fronius TPS 400i MIG/MAG welding system, with cold metal transfer function for high-speed cladding with minimal heat input.
- ABB IRB2600 six-axis robot arm and two-axis workpiece positioner with Absolute Measurement System.
- Research focuses on automated welding and cladding processes, real-time weld process monitoring, and additive manufacturing.
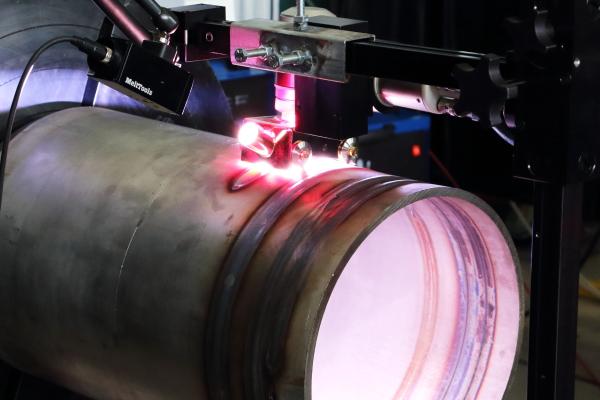
K-TIG 1000 keyhole welding
- High-speed single-pass full-penetration GTAW system for tubes, pipes and other fabrications.
- Welding speeds up to 100 times faster than conventional GTAW.
- Full automation with no need for filler wire, edge beveling or skilled operators.
- Can join metals including stainless steels, titanium, zirconium, Inconel and other specialist alloys.
ESAB planetary SAW

- ESAB A6-MHW submerged arc welding system designed for joining nozzles and access hatches to cylindrical vessels or flat plates.
- Can weld nozzles of 150-1,100mm diameter and 150-750mm height.
- Slip ring allows continuous weld through repeated rotations, with high deposition rates significantly reducing weld time.
AMI tubesheet welding cell
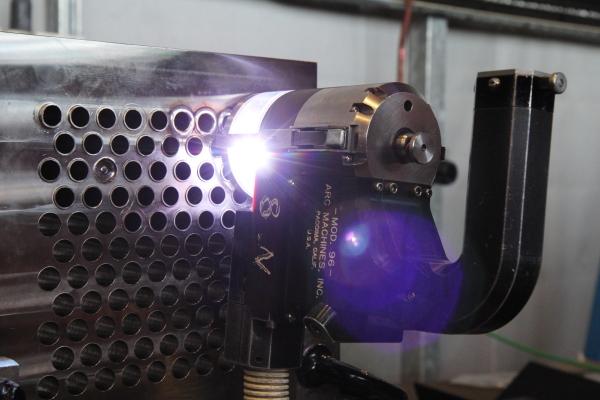
- Specialised GTAW cell for autogenous welding of tubes and tubesheets.
- AMI Model 96 and Model 6 weld heads with AMI Model 227 power source.
- Fully portable solution for fabrication of heat exchanger assemblies.
- Pneumatic clamping system ensures that weld heads are optimally positioned before welding.
AMI narrow groove welding cell

- Orbital welding cell for large and small diameter narrow groove weld preparations.
- AMI Model 52 narrow groove welding head with AMI Model 415 power source, offering high integrity GTAW process.
- Used without traditional column and boom, ideal for portable welding projects.
Bulk additive manufacturing cell

- Robotic cell capable of building high-integrity parts from the ground up, and adding metal features to large forgings such as pressure vessels.
- Robot works directly from CAD model to lay down weld material to create three-dimensional geometries.
- 10 x 5 metres cell with a six-axis Kuka robot arm, mounted on a three-axis 9 metre gantry, plus a two-axis manipulator with turntable of 3.5 metres diameter.
- Initially fitted with ‘toptig’ arc welding system, which integrates the wire feed into the welding torch, developed by Air Liquide specifically for robotic welding applications.
Quintus hot isostatic pressing facility

- Densification of cast or additive parts, and consolidation of metallic powders to produce near-net shape components.
- Hot zone of 450mm diameter by 1300mm length, workload up to 1 tonne.
- Temperature up to 1450°C, pressure up to 207MPa (30,000psi).
澳大利亚焊接技术科技公司KTG签约英国核能先进制造研究中心
天天新闻 • martinpl 发表了文章 • 0 个评论 • 239 次浏览 • 2019-12-12 11:39
K-TIG加入核AMRC
焊接技术专家K-TIG以成员身份加入了英国核能先进制造研究中心,以开发用于废物容器和其他核应用的新型高性能制造技术。
总部位于澳大利亚的K-TIG已开发了一种获得专利的锁孔焊接技术,其焊接速度比传统的钨极氩弧焊快10到100倍,可一次焊接厚度达16毫米的金属。
这项技术已经在世界上一些最大的制造企业中使用,中小型制造商也可以使用。
自2015年以来,英国核能先进制造研究中心就与K-TIG合作评估和开发了用于核工业应用的技术,最近的研究重点是由双相不锈钢制成的废物容器。
通过以二级成员的身份加入该中心,K-TIG将加深与英国核能先进制造研究中心的合作关系,以帮助英国退役供应链中的制造商提高生产率并降低废物容器制造的成本。
K-TIG市场开发总裁Neil Le Quesne说:“英国核能先进制造研究中心通过与领先技术提供商的行业合作关系开发先进的制造技术和工艺以造福于核部门的方法,在全球范围内都是无与伦比的。”
“ K-TIG计划在与英国核能先进制造研究中心的过去几年的合作基础上,成为长期合作伙伴,并广泛合作以解决与制造英国所需的成千上万个核存储容器相关的生产力挑战未来几年的核退役计划。 “在最苛刻的条件下,英国核能先进制造研究中心专注于卓越的焊接质量,可忽略的变形,高耐腐蚀性和稳定的材料性能,这与K-TIG相同,我们期待着共同开发能够带来高度切实的商业成果的解决方案。 “通过与英国核能先进制造研究中心合作,我们相信我们可以克服与制造核存储容器相关的一些关键制造挑战,协助建设所需的英国国内大型产能,并使英国制造商能够在成本,质量上达到全球竞争力许多国家都在为核退役的庞大规模而苦苦挣扎。
作为其成员的一部分,K-TIG将大大升级AMRC核电站的现有设备,并为该中心的焊接工程师和技术人员提供更多培训。
“我们很高兴K-TIG成为英国核能先进制造研究中心的成员,该组织建立在我们两个组织之间多年的联系和协作基础上,”英国核能先进制造研究中心商业总监Sean Eley说。 “我们将K-TIG视为重要的行业合作伙伴,以帮助我们应对核废料容器制造的生产率,成本和质量挑战。
“作为英国核工业的重要合作伙伴,我们的工程师正在应对退役方面的各种挑战。最具挑战性的一些挑战是如何以成本效益的方式制造废料容器,在淘汰英国的旧址时,我们将需要成千上万的废料容器。通过将新技术和新工艺应用到当前和将来的集装箱设计中,我们可以显着降低国内和全球退役的成本。
“已经证明,K-TIG的锁孔焊接技术在核废料容器的制造中非常有效,我们期待着通过长期互利的行业合作伙伴关系来进一步扩大这些能力。”
除废物容器制造外,该技术还可以提高其他耐腐蚀材料制成的核工业应用的生产率,这些材料包括压力容器,热交换器,直径小于75mm的管道和管道。
K-TIG技术使用大电流电弧通过两个表面之间的连接处打开一个锁孔,将母材熔化而很少或不添加任何导线。它可以以比电子束,激光和等离子弧等其他键孔焊接技术低得多的能量密度产生稳定的键孔,并且仅使用传统焊接所用能量和气体的5%。
焊接技术公司K-TIG成功签约英国核能先进制造研究中心 Nuclear AMRC
天天新闻 • martinpl 发表了文章 • 0 个评论 • 451 次浏览 • 2019-12-11 08:06
Welding & materials
Welding R&D at the Nuclear AMRC focuses on developing advanced and innovative joining and cladding techniques tailored to the needs of the nuclear industry.
Many key components in a nuclear power plant must be manufactured by joining very large sub-components in a way that resists corrosion and maintains material integrity under extreme in-service conditions.
Welding on this scale can be a complex task – a single joint between thick-walled nuclear components might require over 100 weld passes using standard techniques. The repeated heating and cooling can have significant effects on the material properties around the join, potentially harming the long-term performance of the component.
Our welding team has the resources and experience to help companies develop new and optimised welding processes for the most demanding applications. We are also investigating and developing a variety of materials engineering processes, including hot isostatic pressing and bulk additive manufacturing, for nuclear applications.
For more information about our welding capabilities and research, contact Will Kyffin, acting head of welding.
Current equipment at our South Yorkshire facility includes:
Pro-Beam K2000 EBW chamber
- Very large electron beam welding chamber with range of advanced features, for joining and additive manufacturing of vessels and components.
- Volume of 208 cubic metres, the largest of its kind in the UK, max part weight 100 tonnes.
- Internal mobile 40kW 80kV gun.
- Able to produce fully penetrated single-sided welds up to 150mm thickness in steel.
- Fully automatic joint following and variable thickness programming, available on only a small number of machines worldwide.
- Nine axes of movement.
- Research into bulk additive manufacturing.
Pro-Beam K25 EBW chamber
- Electron beam welding chamber for pilot research into innovative joining techniques for large components.
- Chamber volume of 2.5 cubic metres, max part weight 500kg.
- Static 40kW 80kV electron beam gun.
- Welding of plates up to 100mm wall thickness, plus tubes and complex structures.
Diode laser cell
- High-speed, high-quality, low-waste cladding of large components with stainless steel, nickel alloys and wear-resistant alloys.
- 15kW Laserline fibre-coupled diode laser, capable of depositing up to 10kg/hour.
- Enclosed chamber measuring 10 x 10 x 5 metres.
- Roller turntable with max workpiece 3 metres diameter, 3.5 tonne load.
- Small-bore cladding capability, down to 70mm inner diameter and 400mm stroke.
- Welding of steel up to 10mm thickness.
- Research into bulk additive manufacturing and five-sided welding techniques.
Disk laser cell
- High-speed, high-quality welding of large components.
- 16kW Trumpf fibre-coupled disk laser, mounted on six-axis gantry system.
- Enclosed chamber measuring 10 x 7 x 8 metres.
- Turn/tilt table for workpieces up to 3 metres diameter, 15 tonne load.
- Autogenous or wire-fed laser welding.
- Laser-hybrid welding.
- Cutting for decommissioning.
ITW Miller SAW cell
- Flexible submerged arc welding cell for conventional narrow-groove, circumferential and longitudinal welding.
- 15 tonne manipulator under 5 x 5 metres column and boom, supplied by ITW Miller.
- Range of heads, including strip clad welding head capable of welding 90mm strip.
- R&D focuses on optimising conventional welding processes for nuclear applications.
Polysoude GTAW cell
- Multi-function gas tungsten arc welding cell offering choice of heads for wide range of applications.
- Polysoude 7.5 tonne manipulator on 6 x 4 metres column and boom.
- Can deploy variety of end effectors, on tractor unit with three axes of movement. Heads include dual hot and cold wire; narrow gap; extremely narrow gap; and keyhole welding.
- Polycar track system allows welding where column and boom can’t reach.
- Research focuses on optimising conventional welding processes for nuclear applications; and groove welding for components, such as set-in nozzles and bosses, within the nuclear island.
ABB/Fronius robotic welding cell
- Flexible robotic arc welding cell with additive and cladding capabilities.
- Fronius TPS 400i MIG/MAG welding system, with cold metal transfer function for high-speed cladding with minimal heat input.
- ABB IRB2600 six-axis robot arm and two-axis workpiece positioner with Absolute Measurement System.
- Research focuses on automated welding and cladding processes, real-time weld process monitoring, and additive manufacturing.
K-TIG 1000 keyhole welding
- High-speed single-pass full-penetration GTAW system for tubes, pipes and other fabrications.
- Welding speeds up to 100 times faster than conventional GTAW.
- Full automation with no need for filler wire, edge beveling or skilled operators.
- Can join metals including stainless steels, titanium, zirconium, Inconel and other specialist alloys.
ESAB planetary SAW
- ESAB A6-MHW submerged arc welding system designed for joining nozzles and access hatches to cylindrical vessels or flat plates.
- Can weld nozzles of 150-1,100mm diameter and 150-750mm height.
- Slip ring allows continuous weld through repeated rotations, with high deposition rates significantly reducing weld time.
AMI tubesheet welding cell
- Specialised GTAW cell for autogenous welding of tubes and tubesheets.
- AMI Model 96 and Model 6 weld heads with AMI Model 227 power source.
- Fully portable solution for fabrication of heat exchanger assemblies.
- Pneumatic clamping system ensures that weld heads are optimally positioned before welding.
AMI narrow groove welding cell
- Orbital welding cell for large and small diameter narrow groove weld preparations.
- AMI Model 52 narrow groove welding head with AMI Model 415 power source, offering high integrity GTAW process.
- Used without traditional column and boom, ideal for portable welding projects.
Bulk additive manufacturing cell
- Robotic cell capable of building high-integrity parts from the ground up, and adding metal features to large forgings such as pressure vessels.
- Robot works directly from CAD model to lay down weld material to create three-dimensional geometries.
- 10 x 5 metres cell with a six-axis Kuka robot arm, mounted on a three-axis 9 metre gantry, plus a two-axis manipulator with turntable of 3.5 metres diameter.
- Initially fitted with ‘toptig’ arc welding system, which integrates the wire feed into the welding torch, developed by Air Liquide specifically for robotic welding applications.
Quintus hot isostatic pressing facility
- Densification of cast or additive parts, and consolidation of metallic powders to produce near-net shape components.
- Hot zone of 450mm diameter by 1300mm length, workload up to 1 tonne.
- Temperature up to 1450°C, pressure up to 207MPa (30,000psi).